طراحی و راهاندازی خط تولید بلوکهای سبک اتوکلاو شده نیازمند انجام مطالعات و آزمایشهای مربوط به مواد اولیه، طراحی و ساخت ماشینآلات و تجهیزات، تعیین فرآیند تولید بهینه، تنظیم پارامترهای فرآیند، بررسی استانداردها و مقررات مربوطه، و نظارت و کنترل کیفیت تولید است. خط تولید بلوک های AAC هوادهی اتوکلاو شده از خاکستر زغال سنگ (سرباره یا ماسه) به عنوان ماده اولیه، آهک و سیمان به عنوان ماده سیمانی و پودر آلومینیوم به عنوان عامل کف استفاده می کند.
کاتالوگ خط تولید بلوک های سبک بتنی AAC
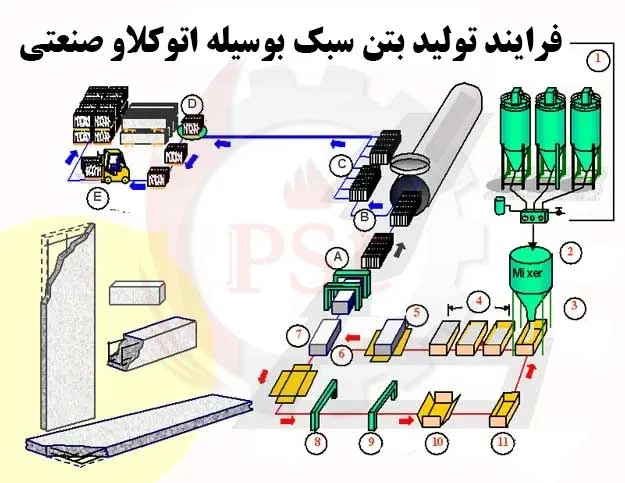
مراحل ساخت بلوک AAC عبارتند از:
- آسیاب کردن
- توزین و اندازه گیری
- مخلوط کردن با میکسر
- قالب ریزی
- برش
- اتوکلاو کردن با بخار
به عنوان نوع جدیدی از مصالح دیوار، بلوک AAC با وزن سبک، حفظ حرارت، عایق حرارتی، صرفه جویی در انرژی، سازگاری با محیط زیست و راحتی کار مشخص می شود. با مزایای فوق، بلوک AAC به یکی از پروژه های کلیدی حفاظت از محیط زیست تبدیل شده است که توسط کشورهای مختلف ترویج می شود.

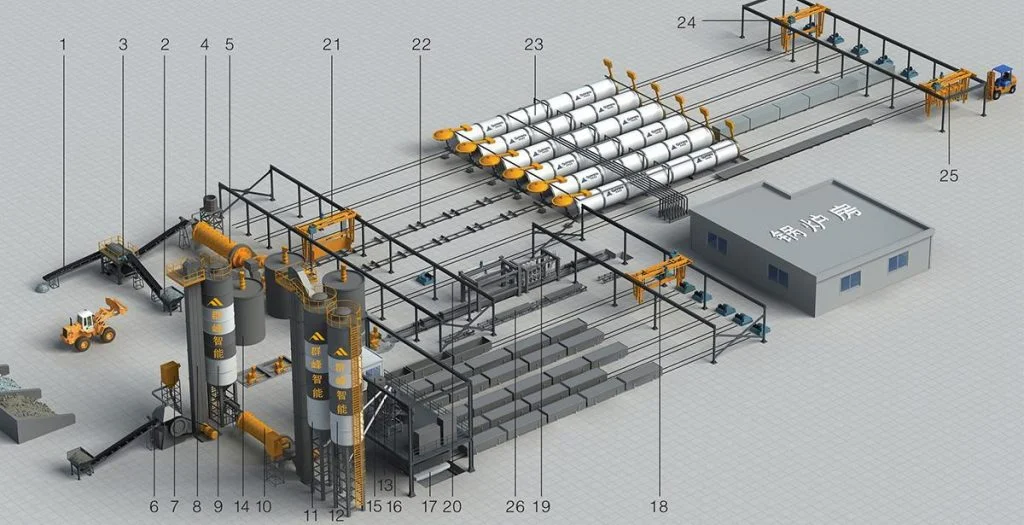
- نوار نقاله
- چینگ ماشین
- صفحه غلتکی
- سیلو سر سنگ زنی
- آسیاب توپی مرطوب
- سنگ شکن فکی
- غبارگیر
- الواتور انتقال به سیلو
- سیلو برای آهک درشت
- آسیاب توپی خشک
- سیلو برای آهک نرم
- سیلو سیمان
- نوار نقاله
- قالب پیش گرمایش دوغاب
- قیف توزین برای دوغاب
- قیف توزین برای آهک و سیمان
- گاری و چرخ دستی
- جرثقیل چرخشی
- دستگاه برش عمودی
- دستگاه برش افقی
- جرثقیل چرخشی مخصوص
- سبد انتقال به اتوکلاو
- اتوکلاو صنعتی
- جرثقیل محصول نهایی
- دستگاه بسته بندی بلوک ها
- وینچ برای جداسازی صفحه جانبی
بلوک های بتنی ساخته شده توسط دستگاه اتوکلاو صنعتی
بلوک های AAC با استفاده از خاکستر بادی (سرباره آهک یا ماسه) به عنوان ماده اولیه اصلی، سیمان و آهک به عنوان مواد سیمانی و پودر آلومینیوم به عنوان عامل کف ساز ساخته می شوند. روش های اصلی شکل دهی به شرح زیر است: خرد کردن مواد، اندازه گیری، مخلوط کردن، ریختن، پخت، برش و بخار دادن. بلوک های سبک وزن AAC نه تنها از حفظ حرارت فوق العاده، صرفه جویی در انرژی، بازیافت زباله، سازگار با محیط زیست و عملکرد راحت برخوردارند، بلکه در سراسر جهان محبوب هستند.
بلوک بتنی AAC چیست؟
بلوک های AAC یک مصالح ساختمانی جدید هستند که سبک وزن، حفظ حرارت و عایق بندی با استفاده از مواد سیلیسی (مانند خاکستر بادی) و آهکی (مانند سیمان و آهک) به عنوان ماده اولیه اصلی هستند. آنها از طریق بچینگ، ریختن، برش و بخارپز تشکیل می شوند. این نوع بلوک دارای سابقه تولید و کاربرد بیش از 60 سال است و از نظر فناوری تولید و کاربرد، یک مصالح ساختمانی پیچیده و جدید است. به دلیل عملکرد عالی در حفظ نور و گرما و همچنین ارتباط مکمل آن با بلوک های بتنی رایج، به طور گسترده در دیوارهای غیر باربر در ساختمان های صنعتی و ساختمان های عمرانی استفاده می شود.








از آنجایی که بلوک های AAC از خاکستر بادی و سرباره آهک به عنوان مواد اولیه اصلی ساخته شده اند، این بلوک ها سازگار با محیط زیست هستند و دارای رسانایی حرارتی حدود ¼ تا 1/5 نسبت به آجرهای رسی هستند. آنها همچنین دارای عملکرد فوق العاده ای در حفظ گرما و عایق هستند که آنها را به مصالح ساختمانی ایده آل برای ساخت و سازهای سبز صرفه جویی در انرژی تبدیل می کند، که همچنین با استراتژی چین برای توسعه پایدار مطابقت کامل دارد.
ویژگی های اصلی بلوک های AAC
- وزن سبک: چگالی خشک حدود 1/3 آجر سفالی و ¼ تراکم بلوک بتنی است. آنها می توانند به طور موثر وزن را کاهش دهند و مشکلات ساخت و ساز را برای پایه های نرم کاهش دهند، هزینه های سرمایه گذاری فونداسیون و ساخت و ساز را تا حدود 27٪ کاهش دهند و 5٪ در هزینه های جامع صرفه جویی کنند.
- حفظ حرارت: عملکرد ضخامت در 40 میلی متر است که برابر با آجرهای سفالی با ضخامت 240 میلی متر است. ضریب هدایت حرارتی 0.1w/mk است که بلوک ها را برای دیوارهایی که نیاز به عایق حرارتی دارند ایده آل می کند.
- عایق صدا: سوراخ های هوای داخلی متعددی وجود دارد که به بلوک ها عملکرد مضاعف صدا و جذب آکوستیک می دهد. مقدار وزن عایق صدا برای محصولات مختلف، ضخامت و پوشش های مختلف به 40-50dB می رسد.
- نسوز: بلوکهای AAC و مواد خام همه مواد معدنی هستند، به این معنی که هرگز نمیسوزند و در دمای بالا گازهای سمی تولید نمیکنند. مدت زمان مقاومت در برابر آتش یک دیوار با ضخامت 100 میلیمتر تقریباً 4 ساعت است، بنابراین قوانین ساختمانی برای حفاظت ساختمان در برابر آتش مطابقت دارد.
- مقاومت در برابر نفوذپذیری: تعداد زیادی سوراخ هوای بسته مستقل با قطر 1-2 میلی متر در داخل وجود دارد تا به طور موثر از انتشار آب جلوگیری شود. مقاومت در برابر نفوذپذیری 85 درصد بیشتر از دیوارهای آجری در هنگام استفاده از رنگ دیوار معمولی است.
- مقاومت بالا: ابعاد دقیق، اجرای شش سطح برش و استفاده از یک لایه نازک ملات، ضریب استفاده از مقاومت را افزایش می دهد. استحکام بدنه ساختمان 80 درصد مقاومت خود بلوک است در حالی که با آجر سفالی تنها 30 درصد است.
- اقتصادی: نور کمتر هزینه های سرمایه گذاری فونداسیون و ساخت و ساز را کاهش می دهد. کاربران می توانند سطح را مستقیماً گچ کاری کنند که این امر باعث صرفه جویی در هزینه مواد و نیروی کار می شود. ضخامت کم با گسترش مساحت قابل استفاده، ضریب بهره برداری ساختمان را افزایش می دهد. عملکرد عالی در حفظ حرارت نیز هزینه ها را به میزان قابل توجهی کاهش می دهد.
ابعاد دقیق: تکنیک ساخت پیشرفته ما و تجهیزات تضمین می کند که دقت ابعاد از نظر طول، عرض و ارتفاع در ± 1.5 میلی متر حاشیه خطا باشد. این به طور قابل توجهی بالاتر از الزامات سایر محصولاتی است که استانداردهای ملی را برآورده می کنند. - ساخت آسان: یک بلوک تمام شده AAC برابر با آجرهای سفالی متعدد است، به این معنی که می توان سنگ تراشی مداوم را بدون محدودیت ارتفاع 1 متر انجام داد. این نه تنها سرعت سنگ تراشی را افزایش می دهد، بلکه در هزینه های نیروی کار نیز صرفه جویی می کند. پردازش بلوکها آسان است و کاربران میتوانند آنها را ببینند، سوراخ کنند، میخ بزنند، آویزان کنند یا آنها را خالی کنند و برای نصب لوله یا سیم و تزئینات ثانویه ایدهآل شوند.
- فضای خالی زیاد و میزان جذب آب بالا: نباید در زیر ارتفاع استاندارد ساختمان با حاشیه خطای ± 0.00 یا قرار گرفتن در معرض رطوبت طولانی مدت یا شرایط متناوب خشک و مرطوب، بنایی وجود داشته باشد. کاربران باید از بلوک های بنایی سنتی برای مقاطع پایه استفاده کنند و ارتفاع آن نباید کمتر از 200 میلی متر باشد. بین آجرکاری معمولی باید سه لایه ملات ضد آب و همچنین بین آجرکاری و بلوک AAC ملات ضد آب وجود داشته باشد.
- ضایعات کم: این بلوک ها معمولاً در دیوارهای غیر باربر استفاده می شوند که در آن خطر شکسته شدن گوشه ها یا فروریختن هنگام انتقال وجود ندارد، دو مشکل رایج که باعث افزایش و هدر رفتن هزینه های سرمایه گذاری مواد می شود.
سطح به راحتی کف می شود و به راحتی با ملات چسبانده نمی شود. کاربران باید قبل از گچ کاری دیوار آجری داخلی و آستر کاری دیوار آجری بیرونی، یک اسگرافیتو انجام دهند و فیبر دولا را به ملات اضافه کنند.
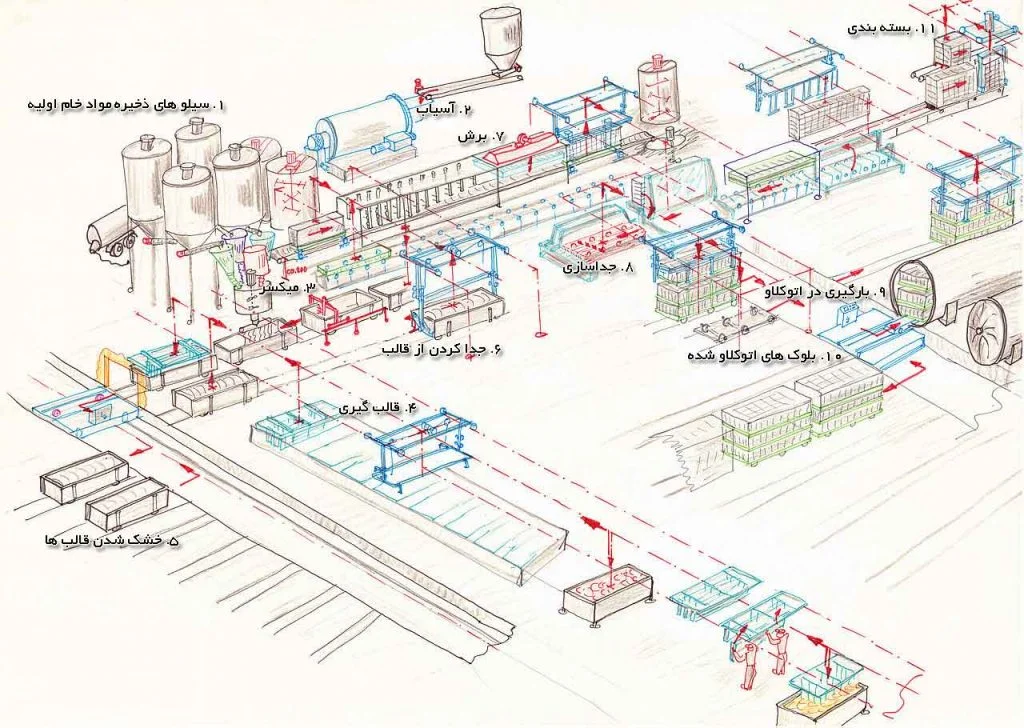
مراحل و جریان تولید بلوک های بتنی AAC
- مواد خام در انبار قبل از بچینگ اندازه گیری می شود.
- پس از بچینگ، مواد خام باید برای تولید دوغاب به مخلوط کن ریخته شود.
- دوغاب مخلوط شده را در قالب بریزید.
- محصول نیمه کاره تنها زمانی آماده برش است که سختی آن پس از پیش پخت در دما و زمان معین به درجه خاصی برسد.
- جرثقیل چرخشی یک چهارم دور این قالب را میسازد.
- جرثقیل چرخشی کالاهای نیمه ساخته را از قالب جدا می کند و کالا و صفحه جانبی را روی چرخ دستی برش قرار می دهد.
- دستگاه برش برش عمودی و برش افقی را در دو طرف محصول انجام می دهد.
- سپس دستگاه برش بر روی شش سطح کالای نیمه ساخته برش را انجام می دهد.
- جرثقیل چرخش و گروه بندی صفحه پایه کالاهای برش خورده را جدا می کند و آنها را با صفحه جانبی روی گاری پخت بخار قرار می دهد.
- محصولات گروه بندی شده و برای پخت با بخار در اتوکلاو صنعتی قرار می گیرند.
- عمل آوری بخار محصولات نیمه ساخته شده را در دما و فشار معین انجام دهید.
- پس از عمل آوری با بخار، می توان محصولات نهایی را از اتوکلاو خارج کرد.
- جرثقیل محصولات نهایی را روی لیفتراک قرار می دهد که این محصولات را روی هم انباشته می کند.
- پس از بسته بندی، محصولات نهایی بر روی کامیون ها بارگیری می شوند.
- صفحه جانبی در امتداد یک مسیر ریل گذاری شده برمی گردد، با یک قاب مدل ریخته شده ترکیب می شود و بنابراین قالبی را تشکیل می دهد که منتظر ریختن دوغاب بعدی است.
- تقویت پانل (برای ساخت پانل)
آماده کردن مواد خام اولیه
خطوط تولید بلوک AAC مواد سیلیسی مانند ماسه، خاکستر بادی و سایر مواد را پودر می کنند. با توجه به مواد اولیه و ویژگی های فرآیند، فرآیند آسیاب به شرح زیر است: آسیاب خشک به پودر، آسیاب مرطوب با آب به دوغاب و آسیاب مخلوط با آهک. آسیاب مخلوط را می توان به مخلوط خشک برای تهیه مواد پلاستیکی و آسیاب مرطوب با آب طبقه بندی کرد. فن آوری آسیاب مرطوب با آب ویژگی های خاکستر بادی یا شن را بهبود می بخشد و اغلب به آن “درهم شکستن توپ هیدروترمال” می گویند.
به طور معمول، بیشتر انواع آهک، آهک های توده ای هستند و باید خرد و آسیاب شوند. گچ (گچ) به طور سنتی به تنهایی آسیاب نمی شود و خاکستر بادی یا آهک اغلب به آن اضافه می شود تا با آسیاب مشابه آهک آسیاب شود. سایر مواد کمکی و مواد شیمیایی اغلب از قبل آماده می شوند.
فرآیند آمادهسازی مواد خام تولید بلوک های اسفنجی، فرآیند مواد اولیه آمادهسازی است و برای برآوردن نیازهای تکنولوژیکی و فرآوری مواد خام مورد نیاز قبل از تکمیل مواد تشکیل دهنده برای کل تولید، انجام میشود. سپس کیفیت محصول الزامات تمام اجزای فرآیند را برآورده میکند و پایهایترین آنهایی را که تأثیر مستقیم دارند، جمعبندی میکند.


سنگ شکن فکی
به منظور حصول اطمینان از برآورده شدن مواد مورد نیاز فن آوری بلوک های بتنی هوادهی، مواد آهکی و سیلیسی اغلب آسیاب می شوند. قبل از ورود به آسیاب، ابتدا باید مواد فله مختلف را خرد کرد تا به اندازه خوراک مورد نیاز برای ورود به آسیاب گلوله ثانویه دست یابد.
در حین کار، با استفاده از چرخش محور غیرمرکز مبتنی بر تسمه، موتور دوره بسته شدن فک متحرک و تثبیت دوره ای فک را تسهیل می کند، به طوری که مواد فشرده، ساییده و زمین می شوند تا کوچکتر شوند و راحت تر از آن خارج شوند. پورت تخلیه
سنگ شکن دارای نسبت خرد کردن بزرگ، عملکرد بالا، اندازه ذرات یکنواخت، ساختار ساده، عملکرد قابل اعتماد، تعمیر و نگهداری آسان، هزینه اقتصادی و سایر ویژگی های سودمند است.
مشخصات فنی اصلی سنگ شدن فکی
| مدل | حداکثر اندازه خوراک (میلی متر) | تنظیم خروجی برد (سانتی متر) | ظرفیت (t/h) | توان (کیلو وات) | وزن (t) | ابعاد کلی (L×W×H) (mm) |
| PE-150×250 | 125 | 10-40 | 1-5 | 5.5-7.5 | 0.8 | 875×758×850 |
| PE-250×400 | 210 | 20-60 | 5-20 | 15 | 2.8 | 1450×1335×1310 |
| PE-400×600 | 340 | 40-120 | 15-50 | 30 | 6.8 | 1565×1732×1586 |
| PE-350×750 | 300 | 20-100 | 25-70 | 30-37 | 7.3 | 1810×1900×1730 |
| PEX-150×750 | 125 | 10-40 | 10-40 | 15 | 3.5 | 1430×1635×1108 |
| PEX-250×750 | 210 | 25-60 | 15-30 | 22 | 4.5 | 1667×1545×1020 |
| PEX-250×1000 | 210 | 25-60 | 20-52 | 30-37 | 6.5 | 1580×1964×1380 |
| PEX-250×1200 | 210 | 25-60 | 25-60 | 37 | 7.7 | 1580×2164×1430 |
| PEX-300×1300 | 250 | 20-80 | 30-90 | 55 | 11 | 1750×2320×1730 |

الواتور حمل و انتقال مواد اولیه
آسانسورهای سطلی تجهیزات ضروری در خط تولید AAC هستند. از آنها برای حمل آهک، گچ و سایر موادی که با استفاده از سنگ شکن فکی پودر شده اند به سیلوهای ذخیره سازی استفاده می شود و سپس برای اختلاط مواد خام آماده می شوند.یک آسانسور سطل NE شامل بخش های عملیاتی (سطل و تسمه کششی)، قسمت های بالایی با درام انتقال، قسمت های پایینی با غلتک کششی، محفظه میانی، دستگاه فعال کننده و دستگاه ترمز است. برای انتقال پودرهایی با چگالی سست (ρ<1.5t/m) و ذرات یا بلوک هایی مانند زغال سنگ، ماسه، نسیم، سیمان [GF2] و سنگ معدن شکسته استفاده می شود.
الواتور از روش تغذیه جریانی استفاده می کند. مواد از طریق یک زنجیره Plate-Link به بالا منتقل می شوند، سپس از طریق کشش گرانشی تخلیه می شوند. این آسانسورها چند استاندارد هستند و ظرفیت تولید بالا و مصرف انرژی پایینی دارند. آنها به صورت کاملا محصور با یک زنجیر کند طراحی شده اند که از بازگشت مواد جلوگیری می کند و بنابراین از اتلاف انرژی جلوگیری می کند. همچنین آلودگی صوتی وجود ندارد.
مشخصات فنی الواتور
| مدل | بهره وری (m³ /h) | سرعت کار (m/s) | شفت اصلی Speedr.pm | اندازه ذرات (میلی متر) | مشخصات سطل | ||
| حجم (L) | عرض (میلی متر) | فاصله سطل (میلی متر) | |||||
| NE15 | 15 | 0.5 | 15.54 | < 40 | 2.5 | 250 | 203 |
| NE30 | 32 | 0.5 | 16.45 | < 50 | 7.8 | 300 | 305 |
| NE50 | 60 | 0.5 | 16.45 | < 50 | 15.7 | 300 | 305 |
| NE100 | 110 | 0.5 | 14.13 | <70 | 35 | 400 | 400 |
| NE150 | 170 | 0.5 | 14.13 | <70 | 52.5 | 600 | 400 |
| NE200 | 210 | 0.5 | 10.9 | < 100 | 84.6 | 600 | 500 |

نوار نقاله یا تسمه نقاله
تسمه نقاله تجهیزات حمل و نقل کلیدی در خطوط تولید AAC هستند، زیرا از آنها برای حمل خاکستر بادی، ماسه، آهک و سایر مواد خام استفاده می شود. آنها کارآمدترین تجهیزات نوار نقاله پیوسته هستند، زیرا تسمه نقاله با استفاده از اصول درایو اصطکاک حرکت می کند. نوار نقاله های ما با ظرفیت زیاد، انتقال طولانی، حمل و نقل صاف، مواد و نوار نقاله بدون حرکت نسبی، سر و صدای کمتر، ساختار ساده، تعمیر و نگهداری آسان، مصرف انرژی کمتر و اجزای استاندارد، بسیار کارآمد هستند.
اطلاعات فنی اصلی برای نوار نقاله
| عرض تسمه (میلی متر) | طول (متر) توان (کیلووات) | سرعت (m/s) | ظرفیت (t/h) | ||
| 500 | ≤12/3 | 12-20 / 4-5.5 | 20-30 / 5.5-7.5 | 0.8-1.0 | 50-191 |
| 650 | ≤12/4 | 12-20 / 5.5 | 20-30 / 7.5-11 | 0.8-1.60 | 80-250 |

آسیاب توپی
مواد خام یک مرحله مهم در تولید بلوک AAC است. آهک، گچ، ماسه، سرباره و سایر مواد کاملاً مخلوط می شوند و فقط پس از آسیاب پودری با هم تعامل دارند که این کار برای بهبود استحکام محصول انجام می شود. آسیاب های گلوله ای تجهیزات کلیدی در خرد کردن مواد هستند.
آسیاب گلوله ای یک دستگاه چرخان استوانه ای افقی است که از چرخ دنده بیرونی، دو کابین و یک آسیاب گلوله ای از نوع شبکه تشکیل شده است. مواد خام به طور مساوی از طریق یک پیچ شفت توخالی به کابین اول وارد می شوند. داخل کابین اول آستر نردبانی یا راه راه و همچنین توپ های استیل در اندازه های مختلف وجود دارد. هنگامی که آسیاب گلوله ای کار می کند، کابین نیروی گریز از مرکز تولید می کند و توپ را به ارتفاعی خاص هدایت می کند و پس از آن توپ سقوط می کند و در حین تکرار فرآیند منجر به کوبیدن و ساییدن مواد می شود. پس از آسیاب درشت در کابین اول، مواد اولیه از طریق یک صفحه تک محفظه به کابین دوم میآیند. در کابین دوم آستر مسطح و توپ های فولادی وجود دارد که باعث آسیاب بیشتر مواد می شود. در نهایت، پودر از طریق صفحه رنده تخلیه تخلیه می شود تا عملیات سنگ زنی کامل شود.
این دستگاه شامل بخش تغذیه، قسمت تخلیه، قسمت چرخش و بخش محرک (کاهنده، دنده انتقال کوچک، موتورها و کنترل الکتریکی) و سایر اجزای اصلی است. این دستگاه از چرخ دنده بیرونی، پشتیبانی شفت توخالی استفاده می کند. شفت توخالی دارای یک ریخته گری فولادی و آستر قابل جابجایی است. در ماشینکاری چرخ دنده تراشکاری از سوراخ های ریخته گری استفاده می شود و آسترهای سایش در سیلندر تعبیه شده اند (دو نوع آستر وجود دارد: آستر لاستیکی و آستر فولادی. آستر لاستیکی وزن سبکی دارد، صدای کمی منتشر می کند و دارای آب بندی و سایش عالی است. کارایی). این دستگاه دارای مقاومت در برابر سایش عالی و همچنین عملکرد روان و قابل اعتماد است.
داده های فنی اصلی آسیاب توپی استوانه ای
| مدل (m) | Φ1.5×5.7 | Φ1.83×7 | Φ2.2×7 | Φ2.4×8 | Φ2.6×13 |
| ظرفیت (T/h) | 3.5-4 | 8-12 | 15-17 | 19-22 | 28-31 |
| حداکثر ورودی (میلی متر) | ≤25 | ≤25 | ≤25 | ≤25 | ≤25 |
| بدنه سنگ زنی | 11T | 21T | 30 تن | 40T | 78T |
| توان (کیلو وات) | 130 | 245 | 380 | 475 | 1000 |
| وزن (t) | 23 | 36 | 49 | 68 | 150 |

مخزن اختلاط دوغاب هدر رفته
مخزن مخلوط دوغاب هدر رفته از یک پلت فرم ثابت، نردبان، مانع، میکسر و مخزن تشکیل شده است. معمولاً دوغاب هدر رفته از گاری کشتی و تمام مواد تلف شده دیگر باید با آب در مخزن مخلوط شوند. مواد مخلوط شده بازیافت می شود و همراه با دوغاب اصلی استفاده می شود.

سیلوی نگهداری آهک و سیمان
نقش سیلو برای ذخیره سازی مواد استفاده می شود و مجهز به بالشتک هوا یا موتور ارتعاشی است. بر اساس حجم، مشخصات 100 متر ³، 200 متر ³ و 300 متر مکعب است و می توان آن را بر اساس الزامات خطوط انتخابی پیکربندی کرد. آنها را می توان با توجه به تقاضای خطوط انتخابی پیکربندی کرد.
نسبت و دوز ترکیب مواد اولیه تولید بلوک AAC

دوز وزن شده، مواد بچینگ تمام شده و تمام مواد خام که دمای آنها تنظیم می شود، غلظت و مواد اضافی اضافه می شود، سپس، با توجه به نیاز فرآیند، یک به یک به مخلوط کن وارد می شود. دوز یک پیوند کلیدی فرآیندهای بتن هوادهی است و به مواد خام بین درصد مواد فعال مربوط می شود. برای اطمینان از مناسب بودن سیالیت و ویسکوزیته دوغاب و اینکه آیا پودر آلومینیوم برای سخت شدن گاز معمولی و بدنه سبز مناسب است یا خیر انجام می شود.
فرآیند ریختن یک فرآیند تولید منحصر به فرد برای بتن هوادهی است که با سایر انواع بتن متفاوت است. فرآيند ريختن، فرآيند بچينگي است كه پس از اندازه گيري و تنظيمات لازم انجام مي شود كه در آن مواد براي اختلاط به ميكسر فرستاده مي شوند و مطابق با زمان، دما و تراكم دوغاب تعيين شده انجام مي شود. ریختن از طریق سوراخ ریختن در میکسر انجام می شود و مواد از طریق میکسر به داخل قالب جریان می یابد. سپس دوغاب در قالب یک سری واکنش های فیزیکی و شیمیایی انجام می دهد و حباب هایی تولید می کند که به نوبه خود دوغاب را باد کرده، غلیظ و سخت می کند. ریختن فرآیند مهمی برای تأثیر بر ساختار منافذ است و با هم، فرآیند دوز و فرآیند ریختن بخش اصلی تولید بلوک AAC را تشکیل میدهند.
فرآیندهای پیش کیورینگ فرآیند اولیه ای هستند که طی آن دوغاب پس از ریختن به سخت شدن و غلیظ شدن ادامه می دهد.

سیستم توزین مواد اولیه
حالت های فیزیکی مواد خام برای بتن هوادهی شامل مایع، دوغاب، پودر، آلومینیوم پودری و آلومینیوم کلوخه است. مواد مختلف دارای ترازوهای مختلف هستند، مانند ترازو آهک، قیف توزین سیمان، مخزن توزین دوغاب و غیره. مواد به طور دقیق با استفاده از سیستم اندازه گیری خودکار اندازه گیری می شود.

قیف توزین آهک و سیمان
برای وزن کردن سیمان و آهک استفاده می شود و سپس آنها را به مخلوط کن ریخته می کند.
| مشخصات (mm) | طول نوار نقاله پیچ (میلی متر) | قطر نوار نقاله پیچ | سرعت نوار نقاله پیچ (r/m) | وزن (t) | توان (کیلو وات) |
| ظرفیت (T/h) | 3.5-4 | 8-12 | 15-17 | 19-22 | 28-31 |
مخزن توزین دوغاب
برای وزن کردن دوغاب استفاده می شود و سپس آن را به مخلوط کن ریخته می شود.
| مشخصات (میلی متر) | رایت (t) |
| Ф2000×3000 | 0.8 |
مخزن اندازه گیری آب
آب: اندازه گیری آب و انتقال خودکار آب به مخلوط کن دوغاب.
| مشخصات (میلی متر) | رایت (t) |
| Ф2000×3000 | 0.2 |

میکسر بتن
آلومینیوم مخلوط کن پودر آلومینیوم از سیلندر، یک براکت و یک شیر پروانه ای پنوماتیک (دستگاه خروجی سیگنال دوگانه) تشکیل شده است. برای مخلوط کردن پودر آلومینیوم استفاده می شود.
ریختن یک میکسر ریختن از یک بشکه اختلاط، شفت اختلاط، مکانیسم انتقال، دستگاه انحراف و دستگاه نازل تشکیل شده است. این تجهیزات اولیه در کارخانه های بتن هوادهی است. میکسرهای ریخته گری برای مخلوط کردن دوغاب، سیمان، آهک، گچ و پودر آلومینیوم به نسبت های معین استفاده می شود. پس از اختلاط یکنواخت و واکنش کامل، دوغاب مخلوط شده در قاب قالب ریخته می شود.

چرخ دستی
چرخ دستی های فری تجهیزات ضروری در بخش اتوکلاو خط تولید بلوک AAC هستند و برای کشیدن استفاده می شوند. آنها از قاب گاری، درایو و مکانیسم موقعیت تشکیل شده اند. قاب گاری با استفاده از فولاد مقطع جوش داده می شود و محرک از کاهنده، کوپلینگ، شفت، چرخ محرک و چرخ محرک تشکیل شده است. چرخ دستی های کشتی دارای قدرت کشش، هل دادن و توقف قوی هستند. هنگامی که به سرعت در حال حرکت هستند، آنها می توانند به طور دقیق موقعیت و اتصال را داشته باشند، با فرکانس آهسته در هنگام حمل بار کامل. فرکانس در حال اجرا زمانی که سبد خالی و برای بارگیری در دسترس است افزایش می یابد.
| مشخصات گاری | بار | سرعت حرکت (فرکانس) | فاصله از کف گاری تا بالا | طول مسیر کرات |
| متر | تی | متر در دقیقه | میلی متر | میلی متر |
| 4.2×1.2 | 6 | 20 | 555 | 3540-5000 |
| 4.8×1.2 | 8 | 20 | 555 | 3540-5000 |

قالب های بلوک های بتنی
قالب های صفحه جانبی در خط تولید بلوک AAC به قاب قالب و صفحه جانبی تقسیم می شوند و یک قطعه مهم از تجهیزات برای تشکیل محصول هستند. مواد اولیه مخلوط شده از مخلوط کن ریخته می شود و در قالب ریخته می شود. سپس از گازگیری و پیش کیورینگ عبور کرده و پس از انجماد، قالب گیری و در نهایت بلوک سبز را می توان برش داد. قاب قالب و صفحه جانبی برای هر یک از این فرآیندها مناسب است. همزمان، صفحات جانبی بلوکهای سبز رنگ را برای برش به دستگاه برش میبرند، و آنها را در سبد کیورینگ گروهبندی میکنند، سپس آنها را به اتوکلاو منتقل میکنند.

قاب قالب دارای سفتی عالی، و همچنین قالب گیری آسان، بدون نشتی و قابلیت تعویض عالی است.
مشخصات 4200 x 1200 x 600 mm، 4800 x 1200 x 600 mm
صفحه جانبی دارای سفتی عالی است، تغییر شکل آن آسان نیست، بادوام است و قابلیت تعویض عالی دارد.
مشخصات: 4200 x 600، 800 x 600
برش بلوک ها جهت انتقال به اتوکلاو
جرثقیل تراش و دستگاه برش دو تجهیزات اصلی در کارخانه های تولید بلوک AAC هستند و برای برش کیک بلوک و پردازش شکل استفاده می شوند. فناوری تراشکاری و برش دارای قالب بندی فله، شکل و اندازه انعطاف پذیر و تولید مکانیزاسیون بزرگ است.

جرثقیل چرخشی متشکل از آویز، حلقه ها، قفل چرخشی و قلاب قلاب است. برای قالب گیری و انتقال بلوک استفاده می شود. جرثقیل گردان بلوک ها را در 90 درجه در هوا واژگون می کند و سپس قالب گیری انجام می شود. صفحه جانبی جدا شده با قاب قالب برگشتی برای ریختن دوغاب بازیافت ترکیب می شود.
دستگاه برش از یک دستگاه برش عمودی و دستگاه برش افقی تشکیل شده است. پس از ریختن، بتن هوادهی پس از پیش کیورینگ به شکل کیک در می آید، سپس کیک با توجه به نیاز کاربر به اندازه های دقیق بریده می شود.
پس از قالب گیری، صفحه جانبی با کیک بلوک منتقل می شود و به چرخ دستی برش متصل می شود، که سپس موتور رانده می شود. سپس کیک برای برش عمودی و افقی به دستگاه برش منتقل می شود. هنگامی که کیک ها به دستگاه برش افقی می رسند، صفحه کناری کیک با استفاده از دستگاه بالابر بلند می شود. سپس چرخ دستی برش به موقعیت اولیه خود باز می گردد و در حین انجام برش افقی برای دور دیگری آماده می شود. پس از برش، دستگاه بالابر صفحه جانبی را با کیک روی چرخ دستی برش دیگری بار می کند، که کیک را برای پردازش عمودی به دستگاه برش عمودی منتقل می کند.
| مشخصات | اندازه کیک بعد از برش | چرخه برش | ظرفیت برش | دقت برش | قدرت |
| متر | متر | حداقل / قالب | m³ / سال | کیلووات | |
| 4.0 | 4×1.2×0.6 | 5 | 100000 | 3، 1.5، 1.5 | 20 |
| 4.8 | 4×1.2×0.6 | 6 | 200000 | 3، 1.5، 1.5 | 22 |

پس از برش، جرثقیل کج کننده و گروه بندی ضایعات پایین و بالایی را با کج کردن کیک بلوک جدا می کند، سپس کیک را بالا می کشد و برای گروه بندی منتقل می کند.

گروه بندی کیک را به صورت عمودی با صفحه کناری از طریق زنجیره حرکت می دهد. زنجیر با استفاده از سیلندر روغن هدایت می شود و جرثقیل به صورت افقی حرکت می کند و توسط یک موتور دنده حرکت می کند.
اتوکلاو کردن قطعات بلوک AAC
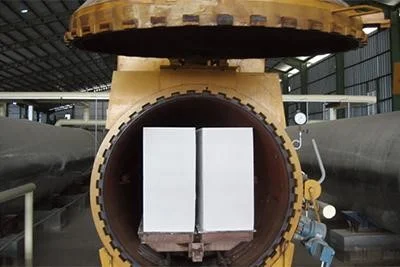
کیک بلوکی در اتوکلاو کیور می شود. این آخرین روشی است که به طور مستقیم بر کیفیت بلوک نهایی تأثیر می گذارد. با بهبود اتوماسیون، سیستم جداسازی بلوک و بسته بندی نیز معمولاً مورد استفاده قرار می گیرد. بلوکهای AAC پس از خشک شدن از اتوکلاوها خارج شده و طی فرآیند بالاکشی، جداسازی و بستهبندی، از طریق لیفتراک به منطقه محصول نهایی منتقل میشوند.

سبد از یک قاب و چرخ تشکیل شده است. برای انتقال بلوک به داخل و خارج از اتوکلاو استفاده می شود که خود به حمل گاری در حین تولید اختصاص دارد. بلوک سبز رنگ برش خورده را برای پخت به اتوکلاو می فرستد، سپس پس از اتمام عمل آوری به منطقه محصول نهایی منتقل می شود.

به عنوان تجهیزات اصلی در خط تولید، از اتوکلاو صنعتی برای پخت بلوک تحت فشار و دمای بالا استفاده می شود.
| مدل | بالاترین فشار (Mpa) | فشار کاری (Mpa) | دمای طراحی (℃) | دمای کاری (℃) | محیط کار | باز شدن درب |
| Φ2×21 | 1.4 | 1.3 | 195 | 198 | بخار اشباع | باز شدن رو به بالا |
| Φ2×26 | 1.4 | 1.3 | 195 | 198 | ||
| Φ2×31 | 1.4 | 1.3 | 195 | 198 | ||
| Φ2.68×31 | 1.6 | 1.5 | 201 | 204 |

گیره های بلوک تمام شده بر روی یک جرثقیل مخصوص مجهز شده اند. راه رفتن و بلند کردن این گیره ها هر دو به جرثقیل متکی است و بالا بردن با استفاده از یک قاب راهنمای دقیق و پایدار انجام می شود. به ویژه برای جابجایی بلوک های تمام شده از صفحه جانبی برای بسته بندی نهایی استفاده می شود.

جداکننده برای جداسازی بلوک تمام شده در لایه ها استفاده می شود. جداکننده ما به طور خودکار کار و گروه بندی محصولات نهایی را انجام می دهد.

محصولات نهایی را پس از فرآیند جداسازی مکعب می کند. محصولات نهایی را پشته به پشته تقسیم می کند و پس از آن، نوار نقاله مخزن بلوک انباشته شده را برای بسته بندی حرکت می دهد.

مجهز به سیستم بستن بلوک و نوار نقاله مخزن، ارائه دهنده پالت اتوماتیک به طور موثر پالت را برای تولید تامین می کند.

سیستم انتقال و بسته بندی نوع مخزن
بلوک های تمام شده پس از جداسازی و انباشته شدن بسته بندی می شوند. بلوک های بسته بندی شده از طریق لیفتراک به محصولات نهایی منتقل می شوند.

بویلر و دیگ بخار
دیگ بخار برای تامین انرژی گرمایی و بخار برای اتوکلاو به منظور تضمین فشار و دمای بالای داخلی استفاده می شود. این تضمین می کند که بلوک واکنش هیدراتاسیون را برای بلوک های AAC واجد شرایط کامل می کند.