جوشکاری چند پاس استحکام جوش بحرانی را در کاربردهایی که شکست میتواند فاجعهبار باشد، از جمله ساخت سازههای سنگین و خطوط لوله و ساخت مخازن تحت فشار افزایش میدهد. آماده سازی و تمیز کردن مناسب برای دستیابی به جوش با کیفیت بسیار مهم است.
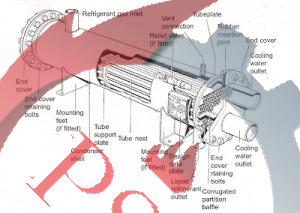
آیین نامه انجمن مهندسین مکانیک آمریکا (ASME) بویلر و مخزن تحت فشار، بخش هشتم، فرآیند جوشکاری مخازن تحت فشار را راهنمایی می کند. الزامات مربوط به طراحی، ساخت، بازرسی، آزمایش، و گواهی مخازن تحت فشار، به ویژه آنهایی که در فشارهای داخلی یا خارجی بیش از 6 اتمسفر کار می کنند، به شرح زیر است.
- در بازرسی این جوش ها اغلب از هیدرواستاتیک یا x- استفاده می شود. تست اشعه
- از آنجایی که جوش مخازن تحت فشار باید الزامات کد را برآورده کند و بازرسی را پشت سر بگذارد، جوش ها باید عاری از نقص باشند. هرچه پاسهای جوش بیشتری مورد نیاز باشد – مانند قطعات کار با قطر بزرگ یا مواد ضخیمتر – بدون درز جلوه دادن هر پاس کاری سختتر است. همچنین خطر بیشتری برای عیوب جوش وجود دارد که نیاز به کار مجدد دارند.
- نه تنها کار مجدد و خرابی مربوط به آن زمان و هزینه دارد، بلکه بسیاری از جوش های ناموفق نیز می توانند منجر به از دست دادن مهر ASME U توسط کارخانه تولید شوند. این مهر گواهی می دهد که این فروشگاه مخازن تحت فشار مطابق با ASME را تولید می کند.
- تمیز کردن مناسب بین پاس های جوش یک گام کلیدی برای از بین بردن سرباره تولید شده از جوش قوس الکتریکی است که معمولاً در ساخت مخازن تحت فشار استفاده می شود. همچنین می تواند به کاهش خطر ورود سرباره و عیوب جوش رسیدن به مرحله بازرسی کمک کند.
نکاتی برای غلبه بر اشتباهات رایج در جوشکاری مخازن تحت فشار
- به فیت آپ قطعه توجه کنید. اولین قدم این است که هر دو سطح اتصال را تمیز کنید تا برای جوشکاری آماده شوند. آماده سازی مناسب اتصال و اتصال به اطمینان از کیفیت جوش خوب و نفوذ مداوم ریشه کمک می کند.
- مراقب روت پاس باشید. گذر ریشه اغلب جایی است که یک اپراتور جوشکاری بیشترین توقف و شروع را دارد و این توقف ها و شروع ها معمولاً بسیار ضخیم تر از خود مهره ریشه هستند.
به همین دلیل، خرد کردن مهره ریشه برای اطمینان از عدم وجود نقص و آماده شدن برای دومین مهره جوش مهم است. اگر نقصی وجود داشته باشد، ساییدن آن به اندازه کافی نازک اغلب به این معنی است که می توان آن را در پاس دوم تعمیر کرد. - بین پاس ها را به درستی تمیز کنید. باقی ماندن در سرباره یا ناپیوستگی ها و به سادگی جوشکاری روی آنها با عبور بعدی، تولید یک جوش با کیفیت در هر پاس بعدی را دشوارتر می کند. با هر گنجاندن سرباره، احتمال عبور از بازرسی کاهش می یابد. تمیز کردن نامناسب جوش می تواند باعث سردردهای زیادی شود، بنابراین توجه دقیق به جزئیات در هر پاس جوش مهم است. گاهی اوقات رسیدن به جوش برای تمیز کردن آن ممکن است دشوار باشد اگر فضا تنگ باشد یا در زاویه دشوار باشد. محصولات ساینده در اشکال و اندازه های متعددی وجود دارند، از جمله برخی از آنها که به طور خاص برای مناطق صعب العبور طراحی شده اند.
در پارامترهای کد بمانید. برای بسیاری از کاربردهای مخازن تحت فشار، کدی که دنبال می شود طیف وسیعی از پارامترها را برای ایجاد یک جوش موفق دیکته می کند. حتی اگر اپراتور زمان سختی را برای جوشکاری تحت این پارامترها داشته باشد – شاید جوش بسیار داغ باشد یا کنترل آن سخت باشد – رعایت این دستورالعمل ها مهم است. به عنوان مثال، پایین آوردن پارامترها می تواند منجر به ترکیب ناقص ذوب یا سرباره شود. - از آلودگی متقاطع خودداری کنید. اگر فولاد نرم و فولاد ضد زنگ در یک مرکز جوش داده می شوند، بسیار مهم است که اقدامات مناسب را برای جلوگیری از آلودگی متقاطع بین مواد انجام دهید. فلزات پرکننده و مواد مصرفی را جداگانه نگهداری کنید. هنگام آماده سازی و تمیز کردن فولاد ضد زنگ، مطمئن شوید که از محصولات ساینده که مخصوص ضد زنگ طراحی شده اند استفاده کنید و از محصولی که قبلاً روی فولاد نرم یا مواد دیگری استفاده شده است استفاده نکنید. در غیر این صورت، می تواند منجر به آلودگی متقاطع شود که می تواند منجر به زنگ زدگی شود.
مواد ساینده برای جوشکاری چند پاس
برس های سیمی و ساینده ها نقش مهمی در کیفیت جوش نهایی دارند، بنابراین مهم است که محصول ساینده ای را انتخاب کنید که مناسب ترین محصول برای انجام کار باشد. محصولات مختلف برای مراحل مختلف در فرآیند آماده سازی و تمیز کردن جوش های چند پاس طراحی شده اند.
- چرخ های سنگ زنی یا بریدگی. این محصولات را می توان برای بسیاری از مراحل تمیز کردن جوش چند پاسی، از جمله آسیاب کردن چسب های مورد استفاده برای اتصال قطعات و تمیز کردن مواد پایه، استفاده کرد. یک 1⁄8 اینچ. چرخ سنگ زنی انتخاب خوبی برای آسیاب کردن دانه های ریشه پس از اتمام آن است. چرخ های خط لوله با طراحی خاص ساخته شده توسط برخی از تولید کنندگان ایده آل هستند
- برای سنگ زنی دانه های ریشه، زیرا آنها برای آسیاب جوش های داغ بدون لعاب یا بارگذاری چرخ طراحی شده اند. اپراتورها برای دستیابی به عملکرد مطلوب نیازی به چیپ این چرخ های خط لوله ندارند. این امر ایمنی را بهبود می بخشد زیرا بریدگی چرخ منجر به خطر ایمنی می شود. همچنین، برخی از چرخ های سنگ زنی به گونه ای طراحی شده اند که دارای بریدگی و اریب هستند که ایمن تر و کارآمدتر است. استفاده از چرخ فقط بریدگی برای سنگ زنی می تواند منجر به شرایط عملیاتی ناایمن شود.
- برس های مهره ای و برس های محصور شده. اینها اغلب برای تمیز کردن پاس جوش پس از عبور ریشه استفاده می شوند. هنگام آسیاب کردن پس از عبور ریشه، بقایای سرباره تشکیل شده و در انتهای مهره اول نمایان می شود. پاس بعدی در اسرع وقت انجام می شود تا این باقیمانده ها بسوزانند و از مهره خارج شوند. به همین دلیل است که بریدگی با چرخ خط لوله و تمیز کردن سطح با برس مهره باید سریع انجام شود. از نسخه های پهن تر این برس ها نیز می توان برای پاس های جوش میانی استفاده کرد. برسهای مهرهای رشتهای دارای گرههای باریک و محکم پیچخورده برای تمیز کردن و تهاجم با ضربه بالا هستند. مشخصات باریک (صورت) و تمیز کردن تهاجمی آنها را برای تمیز کردن در شکاف های باریک بین پاس های جوش محبوب کرده است.
- چرخهای محصورشده، که دارای محفظهای تثبیتشده در برابر حرارت هستند که به تدریج فرسوده میشود تا یک تریم کوتاه ثابت را نشان دهد، تهاجمی بالاتر، عملکرد برسکشی کنترلشده و عمر طولانیتر را ارائه میدهد و آنها را برای تمیز کردن جوشهای داغ ایدهآل میکند. توجه: تمام چرخهای سیم محصور شده تثبیت حرارتی ندارند، بنابراین مطمئن شوید که چرخ انتخابی تثبیت حرارتی است.
- برس های پرکننده پس از تمیز کردن دومین مهره جوش، محل اتصال باقی مانده باید با پاس های جوش اضافی پر شود و برای تمام پاس های بعدی با برس سیمی تمیز شود. تعداد پاس های جوش مورد نیاز به اندازه اتصال و ضخامت مواد بستگی دارد. برای اطمینان از نفوذ بهینه اتصال، قبل از اعمال هر مهره جوش، یک سطح کاملا تمیز لازم است. برسهای روت پاس یا برسهای محصور شده را میتوان برای تمیز کردن پاسهای جوش میانی استفاده کرد، اما برس عبور پرکننده (که گاهی به عنوان برس پیچشی کابل نیز شناخته میشود) انتخاب بهتری برای جوشهای عریضتر است. برسهای پرکننده دارای رشتههای سیم اضافی و نمایه وسیعتر برای برس زدن تهاجمی و افزایش دوام هستند. سطح تماس گسترده تر آنها آنها را به انتخابی عالی برای تمیز کردن سریع و کارآمد پاس های میانی جوش تبدیل می کند.
- مخروط ها و شاخه ها این محصولات ساینده را می توان برای تمیز کردن مناطق صعب العبور یا فضاهای کوچک مانند تمیز کردن و آماده کردن سوراخ ها یا نازل ها استفاده کرد.
ایمنی و کارایی در جوشکاری چند پاس
در جوشکاری مخازن تحت فشار، هر گذرگاه جوش باید کاملاً تمیز شود تا از وارد شدن و نقص در جوش جلوگیری شود تا اطمینان حاصل شود که جوش مطابق با استانداردهای کیفی دقیق است. انتخاب محصول ساینده نامناسب برای کار، نه تنها خطرات احتمالی ایمنی را افزایش می دهد، بلکه کل فرآیند را نیز کند می کند، زیرا تغییر مداوم بر روی دیسک یا چرخ باعث اتلاف زمان می شود.
استفاده از محصول ساینده مناسب طراحی شده برای این کار به اپراتورها کمک می کند تا کار را سریع و ایمن به پایان برسانند، بنابراین زمان کمتری برای سنگ زنی و تمیز کردن و زمان بیشتری صرف جوشکاری می شود.